1 引言
在我国大力推进智能制造进程中,国家颁布了《数字化车间——术语和定义》(GB/T 37413-2019)和《数字化车间——通用技术要求》(GB/T 37393-2019),两标准将于2019年12月实施。作为智能制造基础共性标准和关键技术标准,这两个标准的颁布和实施将对我国数字化车间建设起重要指导作用。
装备的自动化、数字化、智能化是实现智能制造的基础,对工艺装备的多领域建模是实现智能控制的基础,也是对生产“大数据”运用的核心[1]。在纺织领域,目前正处于自动化、数字化的发展阶段,智能化的起步阶段。织造车间的数字化建设是棉纺织以及针织行业数字化建设的重点。织机中控系统在喷气织造车间已有应用并取得良好效果,不仅提高了工作效率,还可以基于数据挖掘技术和专家经验,建立过程参数在线监控、故障诊断和优化控制系统。
近年来棉袜织造车间设备自动化程度持续提高,袜机从之前的只有单一织造功能,缝头工序还需要人工操作,变为可以通过棉袜一体机实现编织、缝头、翻袜工序,不仅可以减员增效,还可以节省用地空间。但对于大部分棉袜生产企业,棉袜织造自动化向数字化升级过程中,需要关键一步:将织机通过织造中控系统联网,满足数字化车间信息交互的要求。
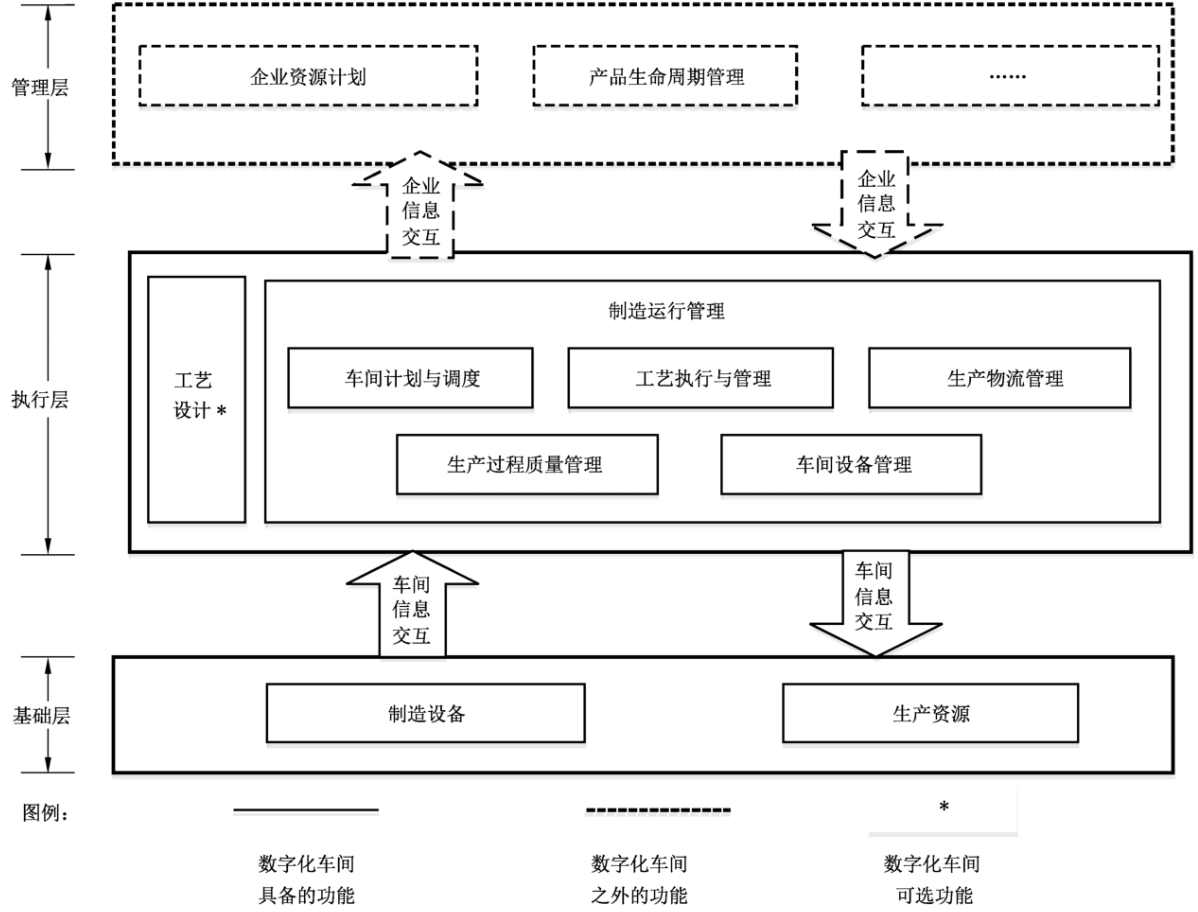
数字化车间体系由三个层面组成,基础层、执行层和管理层。基础层包括制造设备和生产资源。从数据角度,数字化的制造设备具备数据采集以及执行的功能,而作为生产资源的物料、托盘等本身不具备这样的功能,需要借助条形码、RFID等技术标注,从而实现信息交互。数字化车间体系中的执行层主要报告车间的计划于调度、车间质量管理、设备管理等。管理层是企业信息化系统的顶层,包括ERP系统等。
数字化车间体系结构图
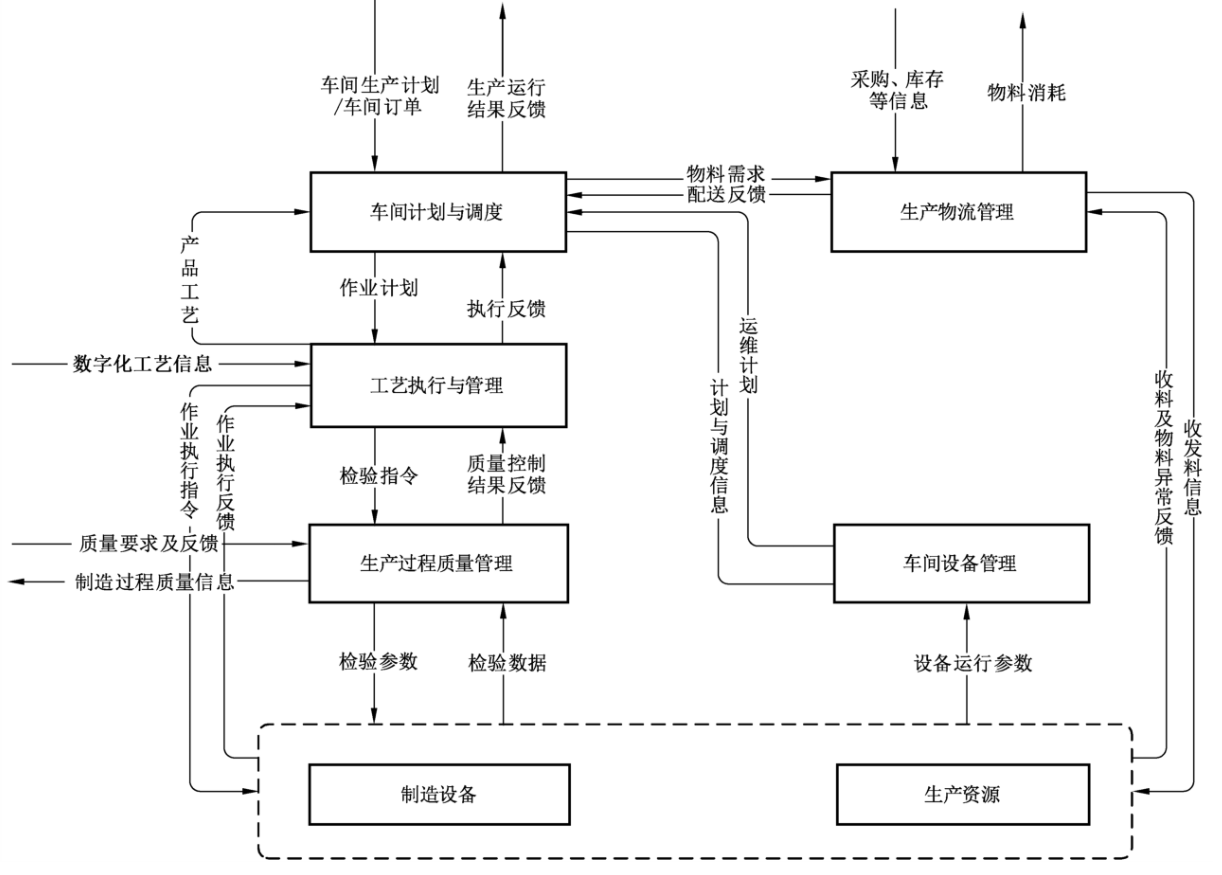
2 数字化车间各层级、以及层级之间各单元都需要通过数据连接,数据流是实现各种功能的基础。各功能模块间主要的数据流如下:
——从企业ERP系统中接收分配至车间的订单,通过工艺分析,排产后下放到生产现场。
——工艺执行与管理模块指导作业人员和机台生产,同时采集信息反馈至车间计划与调度。
——生产过程质量管理模块将检验要求发送给检验人员或者检验仪器设备,并将检验结果回传至系统。
——生产物流管理模块根据订单组织原辅材料到达生产现场,并将制成品入库,实现物料的管理和追踪功能。
——车间设备管理模块根据采集到的设备状态参数,经过分析后指导设备保养人员有针对性的保养。设备的维保计划于生产计划相协调。
数字化车间数据流示意图
随着棉袜生产企业信息化建设、设备自动化程度的提高,数据流越来越有条件按照以上的流程,在非人工干预的情况下自动进行。然而,大部分袜企的织造车间仍有欠缺,没有完成车间数据通道的建设。
3 传统棉袜织造生产方式存在的问题
棉袜织机根据所加工产品种类的不同,相应的功能以及自动化程度有较大差别。对于自动化程度较高的一体机,织机本身的控制系统比较完善,能够产生实时的工作状态信息数据。然而即便是采用这样的设备,目前在行业内大多数袜企都没有将其联网实现中控系统,在运行过程中存在以下主要问题:
3.1 无法准确分析织机效率
织造环节时棉袜生产成本控制和质量控制的关键。织机在离线生产状态下,非正常停机以及机器空转的数据很难获取,织机的生产效率难以准确统计。特别是在夜班,织机由于人为因素效率损失很大。
3.2 人工导入编织程序
织机的运行程序文件需要由技术员用U盘从技术部拷出,然后通过USB接口导入至对应的织机。对于频繁更换产品规格的企业,这种操作方式无疑大大降低了工作效率,同时增加了错误发生的机会。
3.3 生产数量人工录入系统
织机虽然有计数功能,但其数据处于离线状态。一个班次结束后,所生产的袜子数量需要统计员手工录入到企业生产管理系统中。这种方式时效性差,同时也存在着错误输入数据的可能性。
3.4 设备状态数据没有被充分利用
对于织机的异常数据,仅仅存储于机台本地。技术或管理人员只有到机台上操作才能看到数据信息。这不利于通过大数据分析,得出挡车工操作状态、机器故障预测等结论。
4 织机生产控制系统改造的步骤和效果
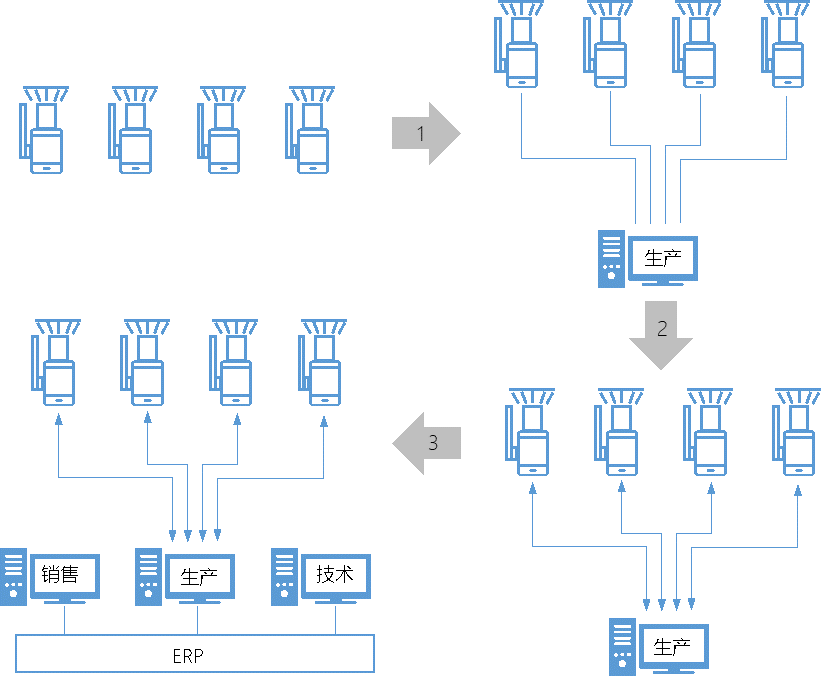
对于既有的棉袜织造车间,实现数字化生产是一个长期的过程。织机生产控制系统的各功能实现也需要分步骤逐步实施,详见图3。
4.1 改造步骤
4.1.1 改造现有织机软硬件系统
较早购置的织机往往并不支持生产控制系统,需要加装网卡。有的生产车间内的机器可能不是同一时期甚至不是同一品牌的机器,这就需要针对每一台机器解决联网的问题。在后续生产控制系统运行过程中,会发生织机联网不稳定的问题,需要考虑是否由原织机的控制系统版本问题,必要情况下,需要升级织机自身的控制系统。织机稳定联网是后续改造的基础。
4.1.2 实现织机的远程控制和效率分析
在织机稳定联网后,开始逐步实现生产控制系统的功能。首先实现远程控制和织机效率分析。远程控制包括对织造程序的远程传输、远程发送机器指令等。同时,实现系统远程读取织机的运行参数,分析织机运行状态以及织机的运行效率。
4.1.3 与ERP系统对接实现订单自动排产
在织造车间生产执行内部运行顺畅之后,需要通过ERP系统与公司销售部、计划部、技术部等部门实现信息交互。自动排产系统根据订单的数量、交货时间以及织造工艺参数和织造时间等信息,以最优的方式安排车间各型号织机的生产,提高织机的利用效率。
织造车间数字化改造流程示意图
4.2 改造成本及效果
通过织机联网,实现织造生产集中控制后,织机的生产效率一般将提升5~10%。按照每台袜机年产5万双棉袜测算,每年可增产2500-5000双棉袜。改造费用投入包括硬件和软件两部分。硬件部分主要是织机加装网卡,单台织机约3000元。软件部分可由设备供应商提供或者自主开发。改造后的效果主要包括以下几个方面。
4.2.1 实时监控设备运行状态
通过联网,可以把织机实时运行数据自动上传至控制系统,技术人员以及计划人员可以通过数据,监控织机的运行状态和订单的完成情况。通过自动计算每件织物的生产周期,合理安排并调整订单生产计划;监控所有停机情况,分析织物程序,纱线,备件和车间操作人员的工作状况。
4.2.2 提高生产效率及操控准确性
织造控制系统可以实现远程操作机器,对指定机器发送指令和编织程序文件,提高操作效率,节省人工拷贝的工作量,并减少人为失误。另一方面,通过对比分析同型号不同机台设备加工同一规格产品的效率数据,可以找出效率低的机台。分析得出效率低的原因后,可以采取针对性措施以提高生产效率。
4.2.3 改善产品质量并节约生产成本
以往对于棉袜质量控制,更多采用挑出不合格品的方式。通常需要挡车工检验、一检人员检验和定型后二检人员检验。在检验工序上耗费了较多的生产成本。通过织机联网后,可以实现生产制造数据与质量数据联合分析,洞察出纱线、操作人员、编织程序、设备性能等数据与某个质量问题的关联关系,并指导后续类似产品订单的生产,采取针对性改善措施,从源头上提高成品率并降低成本消耗。
5 结束语
“工业4.0”是基于信息物理系统(CPS)实现智能工厂、实现制造模式的变革。无论物理系统向信息系统提供数据,还是信息系统对物理系统操作控制,设备联网是最基本的前提条件。
全流程自动化控制的“黑灯工厂”是智能制造的方向,打通制造过程中的 “信息孤岛”是实现数字化车间的关键一步。棉袜行业已经有企业率先进行了智能化改造,实现了织造中控系统,在生产效率提高、降低损耗和生产成本方面都取得了良好的效果。在智能制造大潮下,袜企应根据自身实际情况,逐步实现织机联网,为实现智能车间、智能工厂奠定基础。
参考文献:
[1] 舒伟. 纺织智能制造任重而道远 ——第11期纺织科技新见解学术沙龙后记[J]. 纺织学报, 2017(10).
[2]. 梅顺齐, 胡贵攀, 王建伟, 陈振, 徐巧. 纺织智能制造及其装备若干关键技术的探讨[J]. 纺织学报, 2017(10).
[3]. 张慧霞, 马长青, 代爱明. 织机在线联网采集系统在设备管理中的应用[J]. 棉纺织技术, 2018, 46(10):37-40.
[4]. 李子军[1] , 王全[2] . 新型网络化喷气织机控制系统设计[J]. 现代纺织技术, 2018.